
Practical guide
to using duplex
stainless steels
A GUIDE TO THE USE OF
NICKEL-CONTAINING ALLOYS
N
O
10044
KNOWLEDGE
FOR A BRIGHTER
FUTURE

2
Practical guide to using duplex stainless steels
2
Practical guide to using
duplex stainless steels
(10044)
A GUIDE TO THE USE OF NICKEL-CONTAINING ALLOYS
Second Edition
Published 2020
The material presented in this publication has been prepared for the
general information of the reader and should not be used or relied
on for specic applications without rst securing competent advice.
The Nickel Institute, its members, staff and consultants do not
represent or warrant its suitability for any general or specic use and
assume no liability or responsibility of any kind in connection with
the information herein.
Second Edition 2020 by Dr. James Fritz, edited by Geir Moe.
This edition is a major update of the rst edition from 1990.
Cover photo: 2205 Duplex stainless steel tube-to-tubesheet weld,
electrolytically etched with NaOH.

3
Nickel Institute
Introduction
While duplex is a frequently used term with many different
meanings, the term duplex stainless steel has come to mean
a grade whose annealed structure is typically about equal
parts austenite and ferrite, Figure 1. Although not formally
de ned, it is generally accepted that the lesser phase will
be at least 30% by volume. For an in-depth discussion of the
microstructures of duplex stainless steels see reference (1).
Duplex stainless steels offer several advantages over the
common austenitic stainless steels. The duplex grades are:
• highly resistant to chloride stress corrosion cracking;
• about twice as strong as the common austenitic stainless
steels, which allows for weight savings by means of higher
allowable stresses and thinner material and thus cost savings;
• substantially lower in nickel content than common auste-
nitic grades, and thus are less sensitive to nickel price.
In recent years economic pressure due to the high price of
nickel and molybdenum has increased the interest in duplex
stainless steels as lower cost alternatives to austenitic stainless
steels. The duplex family of stainless steels offer a wide range
of pitting and crevice corrosion resistance from the lean duplex
grades with resistance that approaches Type 316L (S31603)
austenitic stainless steel to hyper duplex grades that are more
resistant than the 6%Mo super austenitic stainless steels.
First and second-generation duplex
stainless steels
Duplex stainless steels have been available since the 1930s.
Because of their relatively high chromium and molybdenum
contents, the rst-generation duplex stainless steels, such
as Type 329 (S32900) and Uranus 50 (S32404), have good
localised corrosion resistance. However, when welded these
grades lose the optimal balance of austenite and ferrite and
consequently, the corrosion resistance and toughness are
reduced. Although these properties can be restored by a post
weld heat treatment, most applications of rst-generation
duplex stainless steels were restricted to the annealed
condition without subsequent welding.
In the 1970s this problem was overcome through the use
of nitrogen as an alloy addition. The introduction of Argon-
Oxygen Decarburisation (AOD) technology permitted the
precise and economical control of nitrogen content in
stainless steel. Although nitrogen was initially used because
it was an inexpensive austenite former, replacing some nickel,
it was soon discovered that it had other bene ts including
improved tensile properties, rapid restoration of the desired
phase balance after welding, and increased localised corrosion
resistance.
Practical guide to using
duplex stainless steels
Figure 1 Wrought UR 52N+ (UNS S32520) duplex stainless steel plate
in the mill-annealed and water–quenched condition. The microstruc-
ture contains approximately equal amounts of attened islands of
austenite (light phase) and ferrite (dark phase). NaOH etchant/
Magni cation 1000X. (courtesy of Materials Technology Institute, Inc.)

4
Practical guide to using duplex stainless steels
Table 1 Nominal compositions (wt%) of wrought duplex stainless steels
UNS
designation
Common
name or type
EN Cr Mo Ni Cu Mn
A
C
A
N
A
Other PRE
B
First-generation duplex stainless steels
S31500 1.4424 18.5 2.7 4.9 - 1.2-2.0 0.03 0.05-0.10 1.7Si 27
S32404 21 2.2 6 1.4 2.0 0.04 - - 28
S32900 329
C
1.4480 26 1.5 4.5 - 1.0 0.08 - - 31
Second-generation duplex stainless steels
“Lean” duplex
S32001 1.4482 20 0.6 1.6 - 4.0-6.0 0.03 0.05-0.17 - 22
S32101 1.4162 21 0.4 1.5 0.5 4.0-6.0 0.04 0.20-0.25 - 26
S32202 1.4062 22.5 0.4 2.2 - 2.0 0.03 0.18-0.26 - 27
S32304 2304
D
1.4362 23 0.3 4.0 0.3 2.5 0.03 0.05-0.20 - 26
S82011 21 0.4 1.5 - 2.0-3.0 0.03 0.15-0.27 - 26
S82012 1.4635 19.5 0.3 1.2 - 2.0-4.0 0.05 0.16-0.26 - 25
S82013 20 - 1 0.8 2.5-3.5 0.06 0.20-0.30 - 24
S82122 21 0.6 2 1 2.0-4.0 0.03 0.15-0.20 - 25
1.4655 22.5 0.3 4.5 2 2.0 0.03 0.05-0.20 - 26
1.4669 22 0.5 2 2.2 1.0-3.0 0.045 0.12-0.20 - 26
Molybdenum-containing “lean” duplex
S32003 21.5 1.8 3.3 - 2.0 0.03 0.14-0.20 - 30
S81921 21 1.5 3 2.0-4.0 0.03 0.14-0.20 - 27
S82031 1.4637 21 1 3 2.5 0.05 0.14-0.24 - 27
S82121 21.5 0.8 3 1.0-2.5 0.035 0.15-0.25 - 27
S82441 1.4662 23.5 1.5 3.5 2.5-4.0 0.03 0.20-0.30 - 33
“Standard” duplex
S31803 2205
D
1.4462 21 2.7 5.0 - 2.0 0.03 0.08-0.20 - 31
S32205 2205
D
1.4462 22 3 5.0 - 2.0 0.03 0.14-0.20 - 35
S31200 1.4460 25 1.7 6.0 - 2.0 0.03 0.14-0.20 - 32
S32950 26.5 1.5 4.8 - 2.0 0.03 0.15-0.35 - 34
S31260 1.4481 25 3 7 0.5 1.0 0.03 0.10-0.30 0.3W 37
S32808 27 1 7 - 1.1 0.03 0.30-0.40 2.3W 39
“Super” duplex
S32506 25 3 6 - 1.0 0.03 0.08-0.20 0.15W 40
S32520 1.4507 25 4 6.5 1 1.5 0.03 0.20-0.35 - 41
S32550 255
D
1.4507 25 3.5 6 2 1.5 0.04 0.10-0.25 - 40
S32750 2507
D
1.4410 25 4 7 - 1.2 0.03 0.24-0.32 - 42
S32760 Z100
D
1.4501 25 3.5 7 0.7 1.0 0.03 0.20-0.30 0.7W 41
S32906 1.4477 28 2 6 - 0.80-1.5 0.03 0.30-0.40 - 40
S39274 25 3 7 0.5 1.0 0.03 0.24-0.32 1.8W 42
S39277 25 3.5 7 1.5 0.80 0.025 0.23-0.33 1W
Increased nitrogen content causes the ferrite-to-austenite
transition to occur at higher temperatures, allowing the
formation of an acceptable balance of austenite and ferrite
after a rapid thermal cycle such as that in the heat-affected
zone (HAZ) of a weld. This nitrogen advantage enables the
use of duplex stainless steels in the as-welded condition
and spurred the development of second-generation duplex
stainless steels. Second-generation duplex grades are best
dened by a required nitrogen addition typically in the range
of 0.15 – 0.40%.

5
Nickel Institute
“Hyper” duplex
S32707 1.4658 27 4.8 6.5 - 1.5 0.03 0.30-0.50 1.0Co 50
S33207 1.4485 30 3.5 7 - 1.5 0.03 0.40-0.60 - 52
Austenitic stainless steels
S30403 304L
C
1.4307 18 - 8 - 2.0 0.03 0.10 - 20
S31603 316L
C
1.4404 16 2 11 - 2.0 0.03 0.10 - 24
S31703 317L
C
1.4438 18 3 11 - 2.0 0.03 0.10 - 29
N08904 904L
D
1.4539 20 4.1 24 1.0 2.0 0.02 - - 34
N08367 20 6 24 - 2.0 0.03 0.18-0.25 - 43
S31254 1.4547 20 6 18 0.8 1.0 0.02 0.18-0.22 - 43
A
ASTM Specication range or maximum if single number
B
Pitting Resistance Equivalent number calculated from PRE = %Cr + 3.3[%Mo + 0.5(%W)] +16(%N) and the nominal compositions
C
A grade designation originally assigned by American Iron and Steel Institute (AISI)
D
Common name, not a trademark, widely used, not associated with any one producer
Categories of duplex stainless steel
Wrought duplex stainless steels
Table 1 lists the compositions of some of the more common
wrought duplex stainless steels with some selected austenitic
stainless steels included for comparison. Also tabulated in
this table are the Pitting Resistance Equivalent numbers (PRE)
calculated from the following expression and each alloy’s
nominal composition:
PRE = % Cr + 3.3[%Mo + 0.5(W)] + 16[%N]
This empirical relationship, derived by statistical regression
applied to a large volume of corrosion test results, provides
a relative ranking of a stainless steel’s pitting and crevice
corrosion resistance based on the levels of Cr, Mo, W, and
N present in the alloy. The names, trademarks, registered
trademarks and the associated producers for common
wrought duplex stainless steels are listed in Table 2.
The second-generation grades are loosely divided into
categories depending on the level of alloying. Lean duplex
stainless steels are characterised by having relatively low
levels of nickel and/or molybdenum. To compensate for the
reduced Ni, which is a strong austenite former, the N and
Mn levels are increased to provide an acceptable balance of
austenite and ferrite. As a group, the lean duplex stainless
steels have a very good combination of strength and corrosion
resistance and are ideally suited for structural applications,
tank construction, and service environments that require
resistance to chloride stress corrosion cracking.
The standard duplex stainless steel grades typically contain
22 to 25% Cr and 2 to 3% molybdenum. Grades in this cate-
gory are used widely across all industry sectors. Type 2205
(S32205) duplex stainless steel has evolved into the work-
horse grade and is by far the most widely used of all sec-
ond-generation duplex stainless steels. With many producers
in Europe, North America, and Asia, it is readily available in
almost all product forms.
There currently are two variations of the 2205 grade listed
in ASTM A240, S31803 and S32205. The S32205 grade has
slightly higher levels of Cr, Mo, and N, essentially the upper
half of the ranges permitted for these elements in S31803. It
was developed to address the potential loss of corrosion and
toughness properties in the HAZ of fabrication welds produced
in S31803. It is recommended that users specify the S32205
grade and fortunately it is by far the most commonly available.
If product specications mandate the use of the S31803 desig-
nation, users should require that all S31803 products have
a composition that also meets requirements for the S32205
designation to obtain the expected consistency of properties.
The super duplex stainless steels typically have levels of Cr,
Mo, and N (and W when used) sufcient to provide a PRE
number that is approximately 40 or higher. These grades are
roughly equal to the 6%Mo super austenitic grades in their
resistance to localised chloride attack and they are often used
for applications that involve seawater exposure, chemical
process, pollution control, acid leach mining and other
industries with arduous environments.
The S32707 and S33207 hyper duplex stainless steels are more
highly alloyed than super duplex and are designed for aggres-

6
Practical guide to using duplex stainless steels
Table 2 Common names, trademarks, registered trademarks, and
associated stainless steel producers of duplex stainless steel
Producer Names, trademarks &
registered trademarks
UNS
designation
AK Steel Nitronic® 19D* S32001
ArcelorMittal - Industeel UR 2202 S32202
ArcelorMittal - Industeel UR 35N S32304
ArcelorMittal - Industeel UR 45N S31803
ArcelorMittal - Industeel UR 45N+ S32205
ArcelorMittal - Industeel UR 45NMo S32205
ArcelorMittal - Industeel UR 47N S32750
ArcelorMittal - Industeel UR 52N S32550
ArcelorMittal - Industeel UR 52N+ S32520
ArcelorMittal - Industeel UR 76N S32760
ATI Allegheny Ludlum AL 2003™ S32003
ATI Allegheny Ludlum AL 2205™ S32205
Carpenter Technology 7-Mo PLUS® S32950
Langley Alloys Ferralium® 255 S32550
Outokumpu LDX 2101® S32101
Outokumpu 2205 Code Plus Two® S32205
Outokumpu SAF 2507 S32750
Sandvik 3RE60 S31500
Sandvik SAF 2304 S32304
Sandvik SAF 2205 S32205
Sandvik SAF 2507 S32750
Sandvik SAF 2707 HD S32707
Sandvik SAF 3207 HD S33207
Sumitomo Metal
Technology, Inc.
DP-3 S31260
Sumitomo Metal
Technology, Inc.
DP-3W S39274
Sumitomo Metal
Technology, Inc.
DP-28W S32808
Thyssen Krupp Nirosta® 4462 S32205
Thyssen Krupp Nirosta® 4501 S32760
Rolled Alloys Zeron® 100 S32760
sive acidic and chloride-containing environments. Because
these grades are more highly alloyed than the super duplex
stainless steels, the term hyper duplex stainless steel is some-
times used to describe this category of alloy and to distinguish
it from the super duplex grades. The hyper grades are currently
only available as seamless pipe and tubing because of the dif-
culty in heat treatment and avoiding deleterious intermetallic
particles, and it remains to be seen if other product forms and
other similar competitive grades will be developed.
Cast duplex stainless steels
First generation cast duplex stainless steels such as
CD4MCu (J93370) have been used for more than fty years.
There are now various second-generation cast grades,
such as CD4MCuN (J93372) and CD3MWCuN (J93380), that
offer improved weldability and corrosion resistance in
comparison to the lower nitrogen containing rst generation
grades, Table 3. As shown in Figure 2, the solution annealed
microstructure of cast duplex stainless steel also contains
approximately equal amounts of austenite and ferrite.
Table 3 Designations and specications for duplex stainless steel
castings
ACI or other names UNS number ASTM PREN
A
CD4MCu, 1A J93370 A890 31
CD4MCuN, 1B J93372 A890/A995 34
CD3MCuN J93373 A890 40
CE8MN, 2A J93345 A890/A995 37
CD6MN, 3A J93371 A890/A995 35
CD3MN, 4A J92205 A890/A995 35
CE3MN, 5A J93404 A890/A995 41
CD3MWCuN, 6A J93380 A890/A995 41
A
Pitting Resistance Equivalent number calculated from
PRE = %Cr + 3.3[%Mo + 0.5(%W)] +16(%N) and the nominal
compositions
The second-generation cast duplex stainless steels provide
good corrosion resistance, excellent resistance to stress
corrosion cracking, and improved strength over the cast
300-series austenitic stainless steels. The ferrite portion
of the microstructure has a high solubility for sulphur
and phosphorus so their propensity toward solidication
cracking is much lower than austenitic stainless steel
castings of similar corrosion resistance. Duplex stainless
steel castings have been used extensively by pump and
valve industries supplying products in to a wide range of
industrial applications.
Mechanical and physical properties
Duplex stainless steels characteristically are stronger than either
of their two phases considered separately. The duplex grades

7
Nickel Institute
have yield strengths twice those of the common austenitic
grades while retaining good ductility, Table 4. In the annealed
condition, the duplex grades have outstanding toughness
and with the second-generation duplex grades, it is possible
to retain toughness and corrosion resistance after welding.
The high strength of these steels is re ected in a correspond-
ingly high fatigue strength and these steels have a long
history in rotating equipment applications. Their behavior in
fatigue is like that of a ferritic steel in that they exhibit a xed
fatigue limit. Similarly, it has been found that fatigue design
rules for structural steels can be applied to duplex stainless
steels of the same strength level.
The physical properties such as coef cient of thermal
expansion and the heat-transfer characteristics of the duplex
stainless steels are intermediate to those of the ferritic and
the austenitic stainless steels.
Corrosion resistance
Pitting and crevice corrosion
Duplex stainless steels comprise a family of grades with a
wide range of corrosion resistance. They typically have higher
chromium contents than the standard austenitic grades and
have a molybdenum content that can vary from a fraction
of a percent for some of the lean grades to greater than
6.5 % for the S32707 hyper grade. As demonstrated by the
critical pitting and crevice corrosion temperatures presented
in Figures 3 and 4, the resistance of duplex stainless steels
to localised chloride attack covers a very wide range and is
proportional to the PRE number of the speci c grade.
For the lower range of corrosion resistance there are the
lean duplex grades such as S32001, S32101, and S32202
which have a pitting and crevice corrosion resistance that is
superior to that of Type 304L (S30403) austenitic stainless
steel and approaches that of Type 316L. In the mid-range
are the standard grades such as Type 2205, which have a
pitting resistance about equal to that of Type 904L (N08904)
austenitic stainless steel. On the high end of corrosion
resistance are the super duplex stainless steels which have a
304L 316L 317L 904L 6%Mo 2304 2003 2205 255 2507 2707
20 25 30 35 40 45
120
100
80
60
40
20
0
-20
90
70
50
30
10
0
Temperature (°C)ASTM G 150 CPT (C)
CCT (°C)
CPT (°C)
Figure 3 Critical pitting and critical crevice corrosion temperatures for
various duplex and austenitic stainless steel. Measurements
made using ASTM G48 Test methods A and B (results from
reference (2) and producers’ data).
Figure 4 Plot of the ASTM G150 critical pitting temperature vs.
the PRE number. (plotted with data from producers’ and
reference (4)).
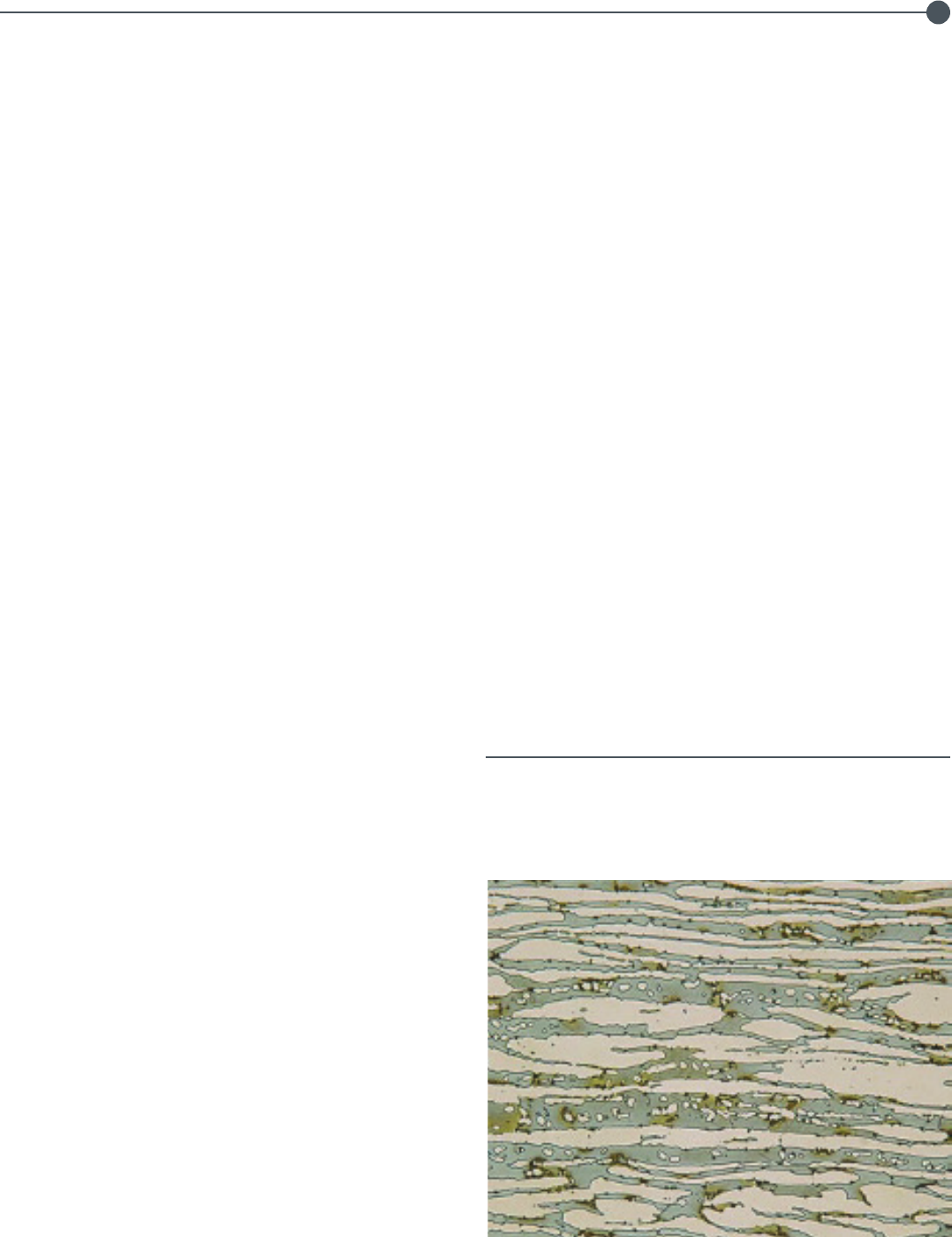
Figure 2 Solution annealed cast CD3MWCuN (UNS J93380) micro-
structure with isolated islands of austenite (light phase) in
a ferrite matrix (dark phase). NaOH etchant/Magni cation
400X. (courtesy of Materials Technology Institute, Inc.)
PREn = %Cr + 3.3(%Mo) + 16(%N)
2507
2205
2003
2304
2101
19D

8
Practical guide to using duplex stainless steels
Table 4 Mechanical properties of wrought duplex stainless steels based on the minimum ASTM A240 requirements
Common name
or type
UNS
number EN
0.2% Yield
strength (min.) Tensile strength (min.)
Elongation
(min.) Hardness (max.)
MPa ksi MPa ksi % Brinell Rockwell C
Duplex stainless steels
S31200 1.4460 450 65 690 100 25 293 31
S31260 485 70 690 100 20 290 -
S31803 450 65 620 90 25 293 31
S32001 450 65 620 90 25 - 25
S32003 485
A
450
B
70
65
690
655
100
95
25
25
293
293
31
31
S32101 1.4162 530
A
450
B
77
65
700
650
101
94
30
30
290
290
31
31
S32202 1.4062 450 65 650 94 30 290 31
2205 S32205 1.4462 450 65 620 90 25 293 31
2304 S32304 1.4362 400 58 600 87 25 290 32
S32506 450 65 620 90 18 302 32
S32520 1.4507 550 80 770 112 25 310 32
255 S32550 1.4507 550 80 760 110 15 302 32
2507 S32750 1.4410 550 80 795 116 15 310 32
Z100 S32760 1.4501 550 80 750 108 25 310 32
S32808 500 72 700 101 15 310 32
329 S32900 1.4480 485 70 620 90 15 269 28
S32906 650
C
550
D
94
80
800
750
116
109
25
25
310
310
32
32
S32950 485 70 690 100 15 293 32
S39274 550 80 800 116 15 310 32
S81921 450 65 620 90 25 293 31
S82011 450
B
65 655 95 30 293 31
S82012 500
A
400
B
73
58
700
650
102
94
35
35
-
293
31
-
S82013 450 65 620 90 30 293 31
S82031 500
A
400
B
73
58
700
650
102
94
35
35
-
290
31
-
S82121 450 65 650 94 25 286 30
S82122 500
E
400
F
72
58
700
600
101
87
25
30
290
290
32
32
S82441 540
C
480
D
78
70
740
680
107
99
25
25
290
290
31
31
Austenitic stainless steels
304L S30403 1.4307 170 25 485 70 40 201 92
I
316L S31603 1.4404 170 25 485 70 40 217 95
I
317L S31703 1.4438 205 30 550 75 40 217 95
I
904L N08904 1.4539 220 31 490 71 35 - 90
I
6%Mo N08367 310
G
310
H
45
45
690
655
100
95
30
30
-
241
100
I
-
6%Mo S31254 1.4547 310
G
310
H
45
45
690
655
100
95
35
35
223
223
96
I
96
I
A
For thicknesses ≤ 0.187 inches [5.00 mm]
B
For thicknesses > 0.187 inches [5.00 mm]
C
For thicknesses < 0.4 inches [10.00 mm]
D
For thicknesses ≥ 0.4 inches [10.00 mm]
E
For thicknesses ≤ 0.118 inches [3.00 mm]
F
For thicknesses > 0.118 inches [3.00 mm]
G
Sheet and Strip
H
Plate
I
Rockwell B Scale

9
Nickel Institute
pitting and crevice corrosion resistance similar to the 6% Mo
super austenitic grades and the newly developed and more
resistant hyper duplex grades, which approach the pitting
resistance of the Ni-Cr-Mo alloy, C276 (N10276).
Resistance to chemical environments
The different levels of chromium, molybdenum, and nickel in
second-generation duplex stainless steels result in different
levels of resistance to chemical environments. The corrosion
data presented in Table 5 show that depending on the specic
duplex grade and the chemical environment, duplex stainless
steels compare favourably with austenitic grades in their resist-
ance. When selecting a stainless steel for aggressive chemical
environments it is recommended that a corrosion specialist
be consulted to ensure that appropriate candidate grades are
considered. Many common industrial environments and suita-
ble grades are reviewed in item 1 of Additional Resources.
Chloride stress corrosion cracking
One of the primary reasons for using duplex stainless steels is
their excellent resistance to chloride stress corrosion cracking
(SCC). However, duplex stainless steels are not immune to
chloride SCC and sufciently high temperatures and chloride
contents can produce cracking. For example, all duplex and
austenitic stainless steels are susceptible to SCC in concen-
trated boiling magnesium chloride solutions, Figure 5. Fortu-
nately, this test is so severe that it is not representative of
most practical environments and its results are not a reliable
indication of chloride SCC susceptibility in typical heat
transfer applications with less concentrated chlorides, usually
derived from sodium chloride.
Less aggressive tests, such as immersion testing in boiling
NaCl and CaCl
2
solutions and the various “Wick Tests” with
NaCl solutions have been shown to correlate with eld
experience, though cannot be used to determine resistance
for specic applications.
2
Based on results from these tests
3
all
duplex stainless steels have a very good resistance to chloride
SCC and are comparable to alloy 20 and the 6% molybdenum
super austenitic grades. The cracking thresholds for various
Table 5 Corrosion rates in select chemical environments*
Solution,
Temperature
Corrosion rate – mpy (mm/y)
Type 304L
(S30403)
Type 316L
(S31603)
Type 317L
(S31703) (S32101) (S32003)
2205
(S32205)
255
(S32550)
2507
(S32750)
1% Hydrochloric acid,
Boiling
85
(2.28)
59.0
(1.50)
56.3
(1.43)
- 48.0
(1.22)
12.2
(0.31)
- 3
(0.076)
10% Sulfuric acid,
Boiling
662
(16.81)
635
(16.13)
294
( 7.49)
- 259
(6.57)
207
(5.26)
40
(1.02)
-
20% Phosphoric acid,
Boiling
< 1.0
(< 0.03)
0.2
(<0.01)
0.7
(0.02)
- 0.39
(0.01)
0.8
(0.02)
- -
10% Sulfamic acid,
Boiling
50
(1.3)
124
(3.16)
83.1
(2.11)
- 11.4
0.29
21.2
0.54
- -
65% Nitric acid,
Boiling
8.9
(0.23)
22.3
(0.27)
48.4
(1.23)
2.7
(0.07)
30.7
(0.78)
20.6
(0.52)
16
(0.41)
16
(0.41)
20% Acetic acid,
Boiling
0.1
(0.003)
0.12
(0.003)
0.48
(0.012)
- 0.00
(0.000)
0.1
0.002
-
80% Acetic acid,
Boiling
- - - 0.08
(0.002)
- 0.1
(0.003)
<0.1
(<0.003)
0.8
(0.020)
45% Formic acid,
Boiling
- 23.4
(0.59)
18.3
(0.46)
15.0
(0.38)
0.5
(0.01)
- -
10% Oxalic acid,
Boiling
- 48.4
(1.23)
46.8
(1.19)
62.2
(1.58)
7.1
(0.18)
5.1
(0.13)
- -
50% Sodium hydroxide,
Boiling
71
(1.80)
77.6
(1.97)
32.8
(0.83)
- - 23.9
(0.61)
7.6
(0.05)
-
* Data from producers and MTI Publication No. 47, Corrosion Testing of Iron- and Nickel-Based Alloys

10
Practical guide to using duplex stainless steels
duplex stainless steels under fully immersed conditions in
neutral salt solutions are shown in Figure 6.
Metallurgy of duplex stainless steels
Understanding the metallurgy of the duplex grades is
necessary to understand the welding practices required to
ensure tough and corrosion-resistant fabrications. In order
to maintain acceptable corrosion resistance and toughness,
a desirable austenite–ferrite balance must be achieved, and
undesirable secondary phases must be avoided. Detrimental
secondary phases include intermetallic compounds such
as sigma and chi phase, undesirable carbide and nitride
formation, and precipitation of alpha prime. The composition
of duplex stainless steels and their processing, including
fabrication practice, must ensure adequate formation of
austenite to achieve a desirable austenite-ferrite balance and
avoid the formation of undesirable secondary phases.
Austenite/ferrite balance
As shown in the phase diagram in Figure 7, duplex stainless
steels solidify as 100% ferrite (a) and upon subsequent
cooling will reach a temperature where some of the ferrite
transforms to austenite (g). The temperature for the a to g
transition will depend on the alloy composition and typically
occurs in the range of 1200 to 1400 °C (2200 to 2550 °F). As
the temperature drops below the a to g transition temperature
there is an increase in the equilibrium amount of austenite
down to about 1000 °C (1832 °F). Below this temperature
there is little change in the equilibrium austenite-ferrite
balance.
If a duplex grade is cooled too rapidly, a condition that can
occur with low heat input welds on large pieces, there may
be insufcient time for the austenite to form resulting in
a structure that is enriched in ferrite. Figure 7 shows that
increased nitrogen content moves the a to g transition to
higher temperatures where the rate of transition is faster
904L
Sanicro 28
Figure 5 SEM micrograph showing cracking on S32750 specimens
after 24 hours in 45% MgCl
2
at 155°C
Figure 6 The chloride SCC threshold for various duplex and select
austenitic stainless steels in neutral chloride solutions.
(Courtesy of Sandvik)
Figure 7 Nickel - Chromium phase diagram for a 68% iron duplex
stainless steel, showing the inuence of increased nitrogen
content on the ferrite to austenite transition temperature.
(from reference 4)
20 µgMAG = 1.00 K X
EHT = 20.00kV
300
250
200
150
100
50
0
1400
1200
1000
800
(570)
(480)
(390)
(300)
(210)
(120)
(32)
(2552)
(2192)
(1832)
(1472)
Temperature °C (°F)
Temperature °C (°F)
0.0001 0.001 0.01 0.1 1 10
C?, weight %
%Ni 0 5 10 15
%Cr 30 25 20 15
SAF 2205
SAF 2507
No cracking
L + a
a
L
L + g + a
g + a
L + g
[
N
]
g
No SCC
SAF 2304
AISI 304/304L
AISI 316/316L
11
Nickel Institute
making it more likely to achieve an acceptable austenite-
ferrite balance. With second-generation duplex stainless
steels and properly qualied fabrication procedures, the
problem of too much ferrite can usually be avoided. Duplex
welding ller metals are over-alloyed with nickel to promote
austenite formation during cooling.
The increased level of ferrite that occurs upon heating to high
temperatures can be useful in hot rolling or forging where
the weak ferrite phase facilitates production. If the steel cools
sufciently during hot rolling so that a substantial amount of
austenite forms, further deformation can produce cracking,
sometimes very serious, because of the mismatch in high-
temperature strengths of the austenite and ferrite phases.
If ease of production were the only consideration, then
the duplex grades would be low in nitrogen and balanced
to ensure that the steel remains ferritic during hot rolling.
However, the interests of the fabricator and the user are
opposite those of the producer in that the user wants rapid
austenite formation to ensure toughness and restore corrosion
resistance. If the fabricator welds a low-nitrogen duplex grade
with a rapid quench of the HAZ (following what would be a
good practice for austenitic stainless steel grades), then it is
possible for this region to be excessively ferritic and lacking in
toughness and corrosion resistance.
Although there is no single dened limit on ferrite content,
any level greater than approximately 70% (ISO 17781) would
be considered unacceptable for most applications. A more
restrictive limit for ferrite content should be imposed by the
user when qualifying weld procedures in critical applications,
especially those with substantial safety risks, those involving
hydrogen sulphide and those exposed to low operating
temperatures. For guidance on the measurement of the ferrite
content of duplex stainless steels see reference (6).
Undesirable secondary phases
A potentially more serious problem, particularly because of its
inuence on toughness and corrosion properties, is the effect
of temperature excursions into a range where undesirable
secondary phases can form. The specic undesirable phases
and the critical temperature range for their formation will
depend on the duplex alloy. Fabrication processes such
as heat treating, welding, and hot working must consider
the total time at temperature, as each cycle through the
precipitation temperature range is cumulative, in order to
avoid the loss of corrosion resistance and toughness.
The primary concern for the standard, super, and hyper
duplex stainless steel grades is the formation of intermetallic
compounds in the temperature range of 700 to 955 °C (1300
to 1750 °F). In this range these duplex stainless steels
tend to form undesirable intermetallic compounds such as
sigma phase or chi phase, Figure 8. Often this category of
intermetallic compounds is called “sigma phase” because the
different intermetallic phases are all detrimental to toughness
and corrosion resistance, even if not precisely identied as
sigma phase. These complex compounds of iron, chromium,
and molybdenum are highly detrimental to corrosion
resistance, particularly to the resistance to localised chloride
attack, and toughness. The kinetics of sigma/chi precipitation
is greatest in the range of about 815 to 925 °C (1500 to
1700 °F). The time required to produce detrimental effects
on toughness and corrosion resistance typically depends
on the temperature and the alloy content. The increased
nitrogen content of second-generation duplex stainless steels
signicantly decreases the rate of the sigma/chi precipitation
reactions making it possible to weld these grades without loss
Figure 8 Microstructure of a UNS S32205 plate aged at 900 °C
(1650 °F) for 30 minutes showing large amount of sigma
precipitation on the austenite/ferrite grain boundaries.
NaOH etchant/Magnication 750X.
(courtesy of Materials Technology Institute)

12
Practical guide to using duplex stainless steels
of properties. However, cooling rates after heat treatment
and weld heat inputs and interpass temperatures must be
controlled to avoid problems.
As shown in Figure 9, increased chromium and molybdenum
contents will signicantly shorten the times before there is a
substantial loss of properties. For example, the super duplex
grade Type 2507 (S32750) shows a loss in properties within
a minute of exposure to temperatures in the 900 to 925 °C
(1650 to 1700 °F) range, while Type 2304 (S32304) grade will
only show a loss after about 80 minutes.
The duplex grades that are very lean in nickel and
molybdenum such as S32101, will form intermetallic
compounds but the required time in the sigma temperature
range for their formation is very long, typically about
100 hours. Because of this, sigma formation is not a big
concern with the lean duplex stainless steels. However,
these lean duplex grades are susceptible to the loss of
corrosion resistance and toughness due to carbide and
nitride precipitation in the temperature range of 600 to
825 °C (1100 to 1500 °F). As shown in Figure 9, the time-at-
temperature for a signicant loss of properties with a lean
grade such as S32101 is not much longer than that of the
standard 2205 grade and similar control of temperature
excursions must be practiced.
Once formed, these compounds can only be removed by a
full anneal with sufcient time to take the precipitates back
into solution and homogenise to prevent their reoccurrence
during cooling. Other than a full anneal above the stability
temperature for the intermetallic phases followed by rapid
cooling, no other remedy has been found to be effective.
If there is molybdenum segregation, as might remain from the
initial solidication from the ingot or in particular the centre
line of a concast slab, then it may be impossible to cool the
steel rapidly enough through the critical temperature range to
prevent the formation of intermetallic compounds. Centreline
segregation can occur, but it tends not to be a practical
problem as the segregated area is located in the middle of the
plate and is not exposed to the service environment.
Alpha prime precipitation
Alpha prime is another undesirable phase that can form in
the ferrite phase at temperatures between 315 and 525 °C
(600 and 950 °F). The presence of alpha prime will result in a
loss of ambient temperature toughness in the ferrite phase.
The loss of properties occurs most readily at a temperature
of approximately 475 °C (885 °F), Figure 9 and is known as
475/885 embrittlement. Because of the need to avoid alpha
prime precipitation many design codes limit the maximum
temperature somewhere in the range 260-315 °C (500-600 °F),
depending on the code.
Ductile-brittle transition
Duplex stainless steels have a wide range of applications
but not quite the versatility of the austenitic grades. In the
ideal duplex structure of nearly equal austenite and ferrite
phases essentially free of intermetallic and nonmetallic
compounds, the duplex grades show a gradual ductile-brittle
transition. The duplex grades are suitable for use in arctic
ambient conditions, as demonstrated by their success in many
applications on the Alaskan North Slope, but not for cryogenic
service.
Fabrication and welding
Cold forming
Forming operations on duplex stainless steels must take into
account the fact that they are about twice as strong as the com-
mon austenitic grades and will work-harden rapidly. However,
Figure 9 Isothermal precipitation diagram for various duplex stainless
steels showing the temperature exposure required for a 50%
reduction in impact toughness due to isothermal precipita-
tion of undesirable phases (from reference 6)
1100
1000
900
800
700
600
500
400
300
Temperature °C
0.01 0.1 1 10 100 1000
(36s) (6min)
Time (h)
2507
2205
S32101
2304
Intermetallic
precipitation
Carbides/
Nitrides
Alpha prime

13
Nickel Institute
because many designers take advantage of this higher strength
for cost savings through thickness reduction, the increased
resistance to forming may be offset by thinner sections.
Machining
The high strength and toughness tend to make most duplex
grades more difcult to machine than the common austenitic
stainless steels. Powerful, rigid machines with sharp tooling at
lower speeds and heavy feeds will produce good machined
parts in duplex stainless steels. One producer suggests that
for carbide tooling, speeds should be reduced from those
used for austenitic grades by 40% for roughing and about
20% for nishing.
Although most duplex stainless steel are signicantly more
difcult to machine than common austenitic grades, the
lean S32101 grade is reported to have machinability that
is superior to conventional austenitic stainless steels
8
and
this excellent machinability is independent of the type of
machining operation (milling, turning, drilling) or type of tools.
The reasons for this superior machinability are not completely
understood. A comparison of the machinability of selected
austenitic and duplex stainless steels is given in Tables 6 to 8.
Welding
These steels are readily welded by all common arc welding
processes. Ideally, the goal of welding a duplex stainless steel
is for the weld metal and HAZ to have a joint with toughness
and corrosion resistance equal to that of the base metal,
however usually, the intent is for the weld metal and HAZ
to be sufciently high enough to suit the application or meet
the fabrication specication requirements. The rst step is to
ensure that all the duplex is ordered and received with the
Table 6 Turning test results for select austenitic and duplex stainless steels
(7)
Grade
V
30
HSS
1
(mm/min)
V
30
2
(mm/min)
V
15
3
(mm/min)
304L (S30403) 215 220
316L (S31603) 210 215
(S32101) 42 230 245
2205 (S32205) 185 126
1
Uncoated HSS ALESA
2
Uncoated cemented carbide tool
3
Coated cemented carbide tool
Table 7 Drilling test results for select austenitic and duplex stainless steels
(7)
Grade
V
1000
(mm/min)
Drill length at 15 m/min
(m)
Metal removed
1
(mm
3
/min) Number of holes
2
(S32101) 38 30582 5000 250
304L (S30403) 15 1 1450 140
316L (S31603) 16 2 1450
2205 (S32205) 15 1 1450
1
V=26 m/min and F = 0.15 mm/r for S32101 and 11 m/min and 0.1 mm/r respectively for 304L, 316L, and 2205.
2
Indexable insert drilling at 210 m/min and 0.07 mm/rev.
Table 8 Milling and threading test results for select austenitic and duplex stainless steels
(7)
Grade V
5
(mm/min)
Milling, tool service life
1
(min)
Threading M6, number of holes at 15 m/min
(S32101) 295 18 3500
304L (S30403) 180 12
316L (S31603) 170 9
2205 (S32205) 115 8 446
1
At 150 m/min with Sandvik 1025 E-ML.

14
Practical guide to using duplex stainless steels
proper chemistry (i.e. nitrogen in the higher end of the range)
and in optimal heat treatment condition as shown by passing
ASTM A923 or A1084 testing requirements. (See section
Specications and Quality Control.) If the material received has
low nitrogen (but within the specication) or has small amounts
of secondary phases present, it may not be possible to weld
it and obtain satisfactory corrosion or toughness properties.
It is necessary to qualify each welding procedure to ensure
heat input is neither too low nor too high. Low heat inputs
can result in rapid cooling rates, which have the potential
of producing a phase balance in the HAZ that is too high
in ferrite. Too high of a heat input could expose the HAZ
to the critical temperature range for the specic alloy for
too long a time resulting in the precipitation of undesirable
secondary phases. Because problems with duplex stainless
steel welds reveal themselves by a loss of toughness or
corrosion resistance, it is prudent that welding procedure
qualications include a toughness test (e.g. Charpy V-notch)
at an appropriate temperature with acceptance criteria
appropriate to the application, such as described in ISO 17781.
Alternatively, because loss of corrosion resistance can be
associated with precipitation of secondary phases, a corrosion
test can also be used to evaluate weld procedures and it is not
uncommon to have welds evaluated with both a toughness
test and a corrosion test. Test methods for evaluating some
common duplex stainless steel grades are:
Standard Type of duplex
ASTM A923 / ISO 17781 Standard and superduplex
ASTM A1084 / ISO 17781 Lean
Higher nitrogen contents are extremely helpful in avoiding
excessive ferrite content, especially with lower-alloyed grades.
It is still necessary to be concerned about certain geometries,
which can result in very rapid cooling rates, such as liner
sheets installed on heavy plates or small welds on large
plates. In extreme cases a modest preheat or a controlled
interpass temperature for a multiple-pass weld will slow
the cooling rate enough to allow sufcient reformation of
austenite to produce good toughness and corrosion resistance.
The concern of too high heat input relates to the need to
minimise the accumulated total exposure time of the HAZ
in the critical temperature range. Even with a high nitrogen
level, the total time at approximately 850 °C (1550 °F)
before detrimental formation of intermetallic compounds
is as short as ve minutes for Type 2205 and only about
one minute for the higher alloyed super duplex grades.
This time must include both cooling after the nal anneal
and all subsequent fabrication. The ASTM A923, A1084
and ISO 17781 specications were developed to provide
test methods for detecting detrimental phases in duplex
stainless steels. It is recommended that the appropriate
A923, A1084 or ISO 17781 test methods be required to
qualify duplex stainless steel weld procedures.
If intermetallics form in a HAZ of a large fabrication where
post weld heat treatment is not a viable option, the only
remedy may be to cut the weld and HAZ out and start over.
Consequently, welding procedures must be qualied with
respect to maximum thermal exposure, including any repair
or rework practice. When later modications of equipment
are contemplated, it is important that total thermal history
be considered before performing additional welding.
It is common for ller metals to contain increased nickel
content to ensure that the rapidly quenched cast structure
of the weld is comparable to the base metal in toughness
and corrosion resistance. For example, the 2209 weld ller,
most commonly used with Type 2205, has about 9% nickel,
3-4% more than the base metal. Matching welding llers,
over-alloyed with nickel, are available for many duplex grades
and users are encouraged to contact the alloy producers for
recommendations for specic grades. Only a few duplex ller
metals are included in the welding standards such as AWS.
Weld metal toughness is strongly related to the welding
process. Non-ux processes providing greater toughness.
Typically, weld metal toughness as related to welding process
is as follows:
GTAW> GMAW>FCAW>SMAW>SAW
Highly basic uxes have been reported to be benecial to the
as-welded impact toughness of the duplex stainless steels.
When welding a duplex grade to carbon steel a Type 309L
ller is usually a good choice for achieving a sound weld. An
appropriate ller for joining 2205 or a super duplex grade to
an austenitic stainless steel of lower molybdenum content
would be 309LMo.

15
Nickel Institute
When installing a duplex stainless steel component in an ex-
isting austenitic stainless steel structure, consideration should
be given to the relative strengths and expansion coefcients
of the materials. The high strength of the duplex grade and
their relatively low expansion coefcients may impose high
stresses on the transition welds or the host structure.
Specications and quality control
Most duplex stainless steels grades are covered in one or
more of the many industry standards. Tables 9 and 10 lists
important ASTM standards and ASME coverage respectively,
and some relevant international standards for duplex
stainless steels are given in Table 11. Duplex stainless steels
are included in the NACE MR0175/ISO 15156-3 international
standard, which species environmental and material limits
for the use of materials in service equipment used in oil and
gas production. The duplex grades approved for use in the
MR0175/ISO 15156-3 Standard include:
• S31803 (HIP);
• any duplex stainless steel with 30 ≤ PRE number ≤ 40,
Mo ≥ 1.5%;
• any duplex stainless steel with 40 < PRE number ≤ 45; and
• where PRE number is
P R E = % C r + 3 . 3 [ % M o + 0 . 5 ( % W )] +1 6 ( % N ) .
The S32101, S32304, S32003, S32202 and S32205 duplex
stainless steels have approval in the NSF/ANSI Standard 61 for
drinking water applications and may be used for pipes, tubes,
storage tanks, and other products that come in contact with
drinking water.
Many of the duplex stainless steels now have coverage in
several API Standards:
• API 650 Welded Tanks for Oil Storage;
• API 5LC CRA Line Pipe; and
• API 938-C Use of Duplex Stainless Steels in the
Oil Rening Industry.
It is essential that duplex stainless steel mill products be
substantially free of intermetallic compounds and detrimental
carbides and nitrides so that fabrication procedures can be
designed to have the expected level of corrosion resistance
and toughness. This issue is not addressed in the ASTM and
ASME product specications. It remains possible for a duplex
stainless steel to meet all the requirements of the product
specication and still be so affected by secondary phases that
it is embrittled at low ambient temperatures or exhibits lower
than expected corrosion resistance.
Although there are some safeguards in the qualication of
fabricated structures, it is recommended that the end user
and fabricator impose additional test requirements on duplex
stainless steels to be certain that the base metal has the
expected properties and the proposed welding procedures
will not result in an unacceptable degradation of properties
before investing in the large expense of fabrication.
For some of the more widely used duplex grades there are
standard test methods for detecting the presence detrimental
secondary phases in base metal and welds.
ASTM A923 Detecting Detrimental Intermetallic Phase in
Duplex Austenitic/Ferritic Stainless Steels
ASTM A1084 Detecting Detrimental Phases in Lean
Duplex Austenitic/Ferritic Stainless Steels
ISO 17781 Test methods for quality control of
microstructure of ferritic/austenitic (duplex)
stainless steels
These standards include three test methods:
• Metallographic examination to determine whether there
is any visible evidence of undesirable secondary phases in
the microstructure.
• A Charpy V-notch impact test to detect the precipitation
of detrimental intermetallic phases. Although the impact
testing is very effective at detecting a loss of properties
due to the presence of undesirable phases, it is not easily
and cheaply performed in all circumstances and may be
sensitive to orientation and placement of the sample.
• A ferric chloride immersion corrosion test to detect the loss
of corrosion properties associated with the presence of
undesirable phases. (ASTM A1084 uses a ferric chloride/so-
dium nitrate solution.) The corrosion test methods can be
performed on various shapes and product forms and they
are regarded as very effective at detecting the presence of
detrimental phases.
In the case of grades proprietary to a single producer, it is
possible for the producer to use special quality controls
and demonstrate to the user that the mill products meet a

16
Practical guide to using duplex stainless steels
particular standard of quality. However, today there are many
nonproprietary duplex stainless steel grades that are made
by multiple producers. Because of this it is recommended
that whenever possible product be required to pass the
appropriate ASTM A923, A1084 or ISO 17781 impact test
and/or ferric chloride test. In addition, it is also prudent to
require water quenching of all products to reserve thermal
exposure time for the fabricator, and testing is recommended
for each plate or piece handled individually in heat treatment.
Applications
The large number of applications of duplex stainless steels
across many industry sectors demonstrates the utility and
versatility of these grades
9
. There are many second-generation
cast duplex stainless steels now available, which have further
increased the range of equipment fabricated from duplex
stainless steels. The high strength, resistance to chloride SCC,
other forms of SCC, increased availability, and relatively low
cost compared to austenitic grades with similar corrosion
resistance have resulted in increased use of duplex stainless
steels across all industry sectors.
The lean duplex stainless steels with their relatively high
strength and low cost make them ideal candidates for
blast walls on offshore platforms, storage tanks for mildly
corrosive liquids and structural applications, Figure 10. The
SCC resistance of the duplex grades allows their use in heat
transfer applications where Types 304L and 316L stainless
steels have been unsatisfactory. For example, some breweries
use the S32205 grade to overcome the problem of SCC of
tanks and piping handling their hot potable water. Other
applications include tubing for heat exchangers and embossed
dimple jackets used to heat and cool vessels
10
.
Transport applications include chemical tank trailers,
which used the S32205 grades to overcome the thermal
shock damage that can occur when loading hot corrosive
chemicals into austenitic stainless steels tanks
11
. The high
strength of duplex stainless steels also promises greater
safety or increased payload through reduced material
thickness. Ocean going tankers and chemical transport
barges have been built in duplex stainless steels because of
their strength and versatility in handling different chemical
cargoes
12-14
.
Due to their high strength and corrosion resistance in marine
environments, duplex stainless steels have been used in
many architectural applications, such as the Marina Bay
Bridge in Singapore, Figure 11.
There has been extensive use of duplex stainless steels in
oil and gas production equipment on land, in desert and
Figure 11 Marina Bay Bridge in Singapore constructed entirely of 2205
duplex stainless steel [Courtesy of Outokumpu Stainless AB]
Figure 10 LDX 2101 (S32101) duplex stainless steel fermentation
tank for the production of ethanol.
(Courtesy of Outokumpu)

17
Nickel Institute
arctic elds, offshore on xed platforms and FPSO’s and
subsea because of its excellent combination of strength
and resistance to the corrosive brines that occur naturally
in the products. Down-hole piping, oil-gas separators, heat
exchangers, process piping, pumps and valves have been
constructed of various second-generation duplex stainless
steels (see resource 1). Duplex stainless steel piping systems
are also used in geothermal power applications.
Desalination plants are using more duplex stainless steels
in thermal units for evaporator construction
15
and in reverse
osmosis plants, Figure 12, for high pressure piping, seawater
feed, brine reject piping, pumps, valves and energy recovery
systems
16
. In the chemical process industries, there is
growing use of duplex stainless steels for heat exchangers,
pressure vessels, tanks, columns, pumps, valves, and
shafting in a wide range of aggressive environments. The
S32205 grade and lean duplex grades have been used to
replace carbon-steel batch digesters
17
in the pulp and paper
industry, Figure 13. In this application the high strength of
the duplex stainless steel has allowed a reduction in wall
thickness of about 38%.
Figure 13 2205 batch digester for a Canadian pulp and paper mill
Figure 12 Superduplex piping in a Seawater Reverse Osmosis
desalination plant [Photo courtesy of Rolled Alloys]

18
Practical guide to using duplex stainless steels
Additional Resources
There are various resources available to assist users and
fabricators in the selection, fabrication, and use of duplex
stainless steels. The following list provides some helpful
resources:
1. R Francis, The Corrosion of Duplex Stainless Steels:
A Practical Guide for Engineers, published by NACE
International 2018.
2. Welding Duplex and Super-Duplex Stainless Steels, Nickel
Institute Reprint Series No 14 036, 1993. (see website –
nickelinstitute.org)
3. Duplex Stainless Steels Microstructure, Properties and
Application Edited by Robert N Gunn, Woodhead
Publishing Ltd, 1997.
4. J. V. Pellegrino, H. H. Stine, J. D. Fritz, and H. S. Ahluwalia,
Duplex Stainless Steel Atlas of Microstructures, Materials
Technology Institute, Inc., 2014.
5. Practical Guidelines for the Fabrication of Duplex Stainless
Steels, International Molybdenum Association, 3rd edition,
2014. (see website – www.imoa.info)
6. Welding Metallurgy and Weldability of Stainless Steels, John
C. Lippold and Damian J. Kotecki, A John Wiley & Sons,
Inc. 2005.
7. Welding of Duplex Stainless Steels, TAPPI Technical
Information Paper, TIP 0402-23, 2008.
(see website - www.tappi.org)
8. O. Jonsson, M. Liljas, and P. Stenvall, The Role of Nitrogen
in Longitudinal Welding of Tubing in Duplex Stainless Steels,
acom 2-1994, Outokumpu Stainless AB, 1994.
9. Bjorn Holmberg, How to Perform Welding in Duplex
Stainless Steels To Obtain Optimum Weld Metal Properties,
acom 3-1997, Outokumpu Stainless AB, 1997.
10. Mats Liljas, Choice of Specications and Design Codes
for Duplex Stainless Steels, acom 4-2000, Outokumpu
Stainless AB, 2000.
11. Jan Olsson, Why Clad When There Is Duplex?, acom 1-2005,
Outokumpu Stainless AB, 2005.
12. Mats Benson, Utilization of the Material Strength for Lower
Weight and Cost with LDX 2101® acom 3-2005, Outokumpu
Stainless AB, 2005.
13. Castings Stainless Steel and Nickel-Base, Nickel Institute,
Reference Book Series No 11 022.
14. Briony Holmes, Guidelines for Measuring the Amount of
Ferrite in Duplex Stainless Steels, Materials Technology
Institute, Inc., 2018.

19
Nickel Institute
References
1. J. V. Pellegrino, H. H. Stine, J. D. Fritz, and H. S. Ahluwalia,
Duplex Stainless Steel Atlas of Microstructures, Materials
Technology Institute, Inc., 2014.
2. D R McIntyre and R Francis (Eds), Environmental Cracking,
published by MTI, 2016.
3. High-Performance Stainless Steels, No. 11 021, Nickel
Institute, 2000
4. J. D. Fritz, B. W. Parks, J. F. Grubb, and C. P. Stinner,
The Use of Electrochemical Critical Pitting Temperature
Measurements for Evaluating Stainless Steels, Stainless
Steel World 2001, Paper P10148, 2001.
5. Practical Guidelines for The Fabrication of Duplex Stainless
Steels, International Molybdenum Association, 3rd edition,
2014.
6. Briony Holmes, Guidelines for Measuring the Amount of
Ferrite In Duplex Stainless Steels, Materials Technology
Institute, Inc., 2018.
7. Outokumpu product literature.
8. C. Bergquist and J. Olsson, LDX 2101®, a New Stainless
Steel with Excellent Machining Properties, acom 4-2006,
Outokumpu.
9. Jan Olson and Marie Louise Falkland Versatility of Duplex,
Stainless Steel World Duplex America 2000 Conference
Houston Paper - DA2-011.
10. B. J. Uhlenkamp and J. D. Fritz, The Use of a Lean Duplex
Stainless Steel, UNS S32101, for Thermal Dimple Jackets on
Vessels for High Purity Applications, NACE International,
Corrosion 2007, Paper No. 07218, 2007.
11. Richard R, Staebler, Comparison of Duplex to Austenitic
Stainless Steels For DOT 407 and 412 Cargo Tanks In Liquid
Chemical Service, NACE International, Corrosion 1998
Conference & Expo, Paper No. 628, 1998.
12. Jacques Charles and Bruno Vincent, Duplex Stainless Steels
for Chemical Tankers, 5th World Conference – Duplex
Stainless Steels 97, Paper D97-018, 1997.
13. Thomas L. Ladwein, Volker Groß, Herbert Heuser, and
Christian Koerber, Use of 22% Chromium Duplex Stainless
Steel for Chemical Cargo Vessels and Tank Trailers, 5th
World Conference – Duplex Stainless Steels 97, Paper
D97-037, 1997
14. Bela Lefer, Hans Groth, and Arne Bergquist, Advantages
and Limitations of 2205 and Other Duplex Stainless Steels
for the Transport of Chemicals, 5th World Conference –
Duplex Stainless Steels 97, Paper D97-018, 1997.
15. Jan Olsson and Viktor Jagerstrom, MSF Chambers of Solid
Duplex Stainless Steel, IDA World Congress on Desalination
and Water Reuse, Paradise Island, Bahamas, 2003.
16. Jan Olsson, and Kenan Cosic, Stainless Steels for SWRO
Plants High-Pressure Piping, Properties, and Experience,
IDA World Congress on Desalination and Water Reuse,
Paradise Island, Bahamas, 2003.
17. Johan Nordstrom, Digesters and Pulp Storage Towers of
Duplex Stainless Steels – Saving Weight and Costs, acom
3-1994, Outokumpu Stainless AB, 1994.

20
Practical guide to using duplex stainless steels

21
Nickel Institute

